- UID
- 6512
- 好友
注册时间2008-3-11
威望值 点
最后登录1970-1-1
激情值 点
积分6008
认证分 分
齿轮币 枚
回帖0
|
本帖最后由 woodee 于 2011-1-7 23:42 编辑
gou3216 发表于 2011-1-7 21:20
回复 woodee 的帖子
跟你举个例子吧!大的后桥盆齿听说过吧,小的倒档器的三齿轮也知道的吧!至于你说的小模数的齿轮怎么加工,这个应该和模型有关吧,而模型是什么样的和产品的设计者关系更大些,好象跟我们冷挤压的关系不是太大吧!你说呢!模腔嘛,用五轴高速加工中心加工噻,其表面粗糙度可达到0.8,尺寸精度0.01mm以内!
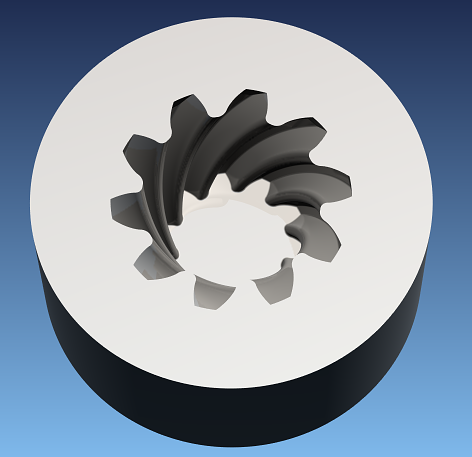
还要请教,形如下图的模腔,大端直径Φ18,如果不用电极放电加工,小端齿顶R0.13mm的圆角,怎样做出来出来?5轴CNC能掏出来吗?
|
|


 [复制链接]
[复制链接]


 发表于 2011-1-1 21:05
发表于 2011-1-1 21:05

 发表于 2011-1-4 11:32
发表于 2011-1-4 11:32