|
2891| 11
|

切向变位是怎么回事?? [复制链接]
[复制链接]
|
| ||
| ||
|
| |
点评
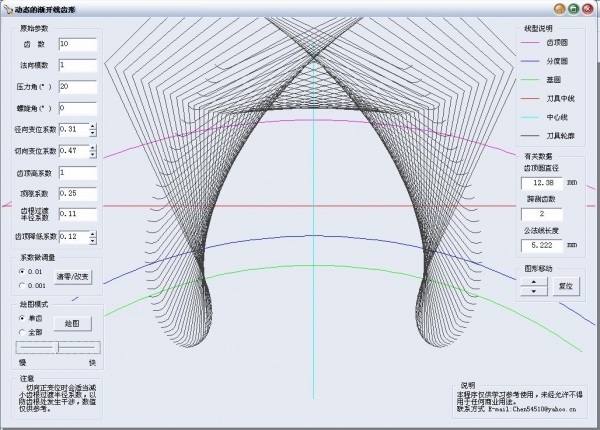
看这个图可以认为在成形的刀具上直接对圆柱齿轮进行切向变位是不可能的,只有对刀具进行平移或增加旋转,或者对工件进行增加旋转,才能达到进行“切向变位”的目的。
| ||
 |小黑屋|手机版|Archiver|齿轮论坛 www.gearbbs.com
|小黑屋|手机版|Archiver|齿轮论坛 www.gearbbs.com
GMT+8, 2025-5-9 17:15 , Processed in 0.184296 second(s), 14 queries , MemCache On.
Powered by Discuz! X3.4 Licensed
© 2001-2023 Discuz! Team.


 发表于 2011-3-22 17:40
发表于 2011-3-22 17:40
 发表于 2011-3-23 10:28
发表于 2011-3-23 10:28
 发表于 2011-3-24 20:55
发表于 2011-3-24 20:55