您需要 登录 才可以下载或查看,没有账号?注册
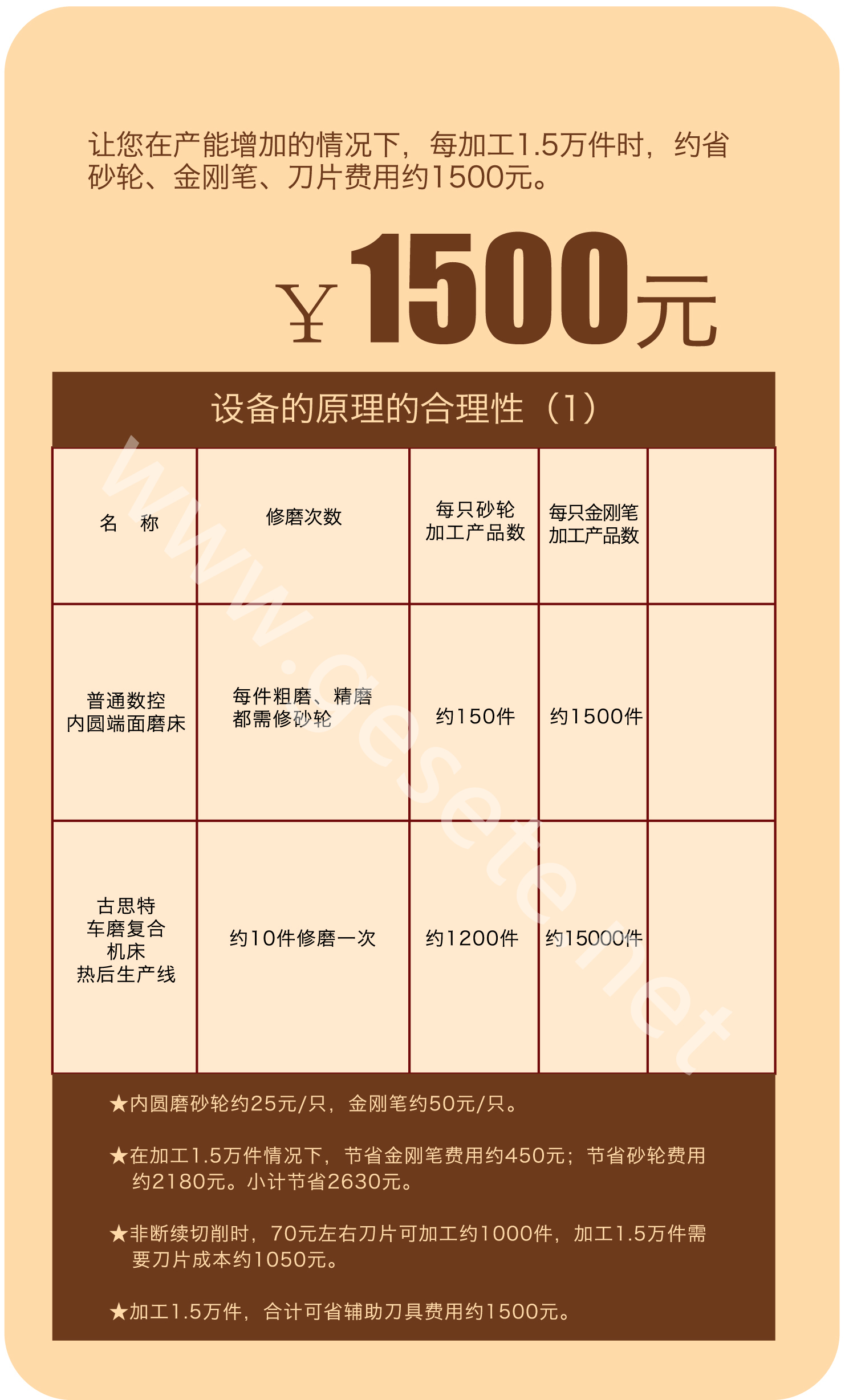
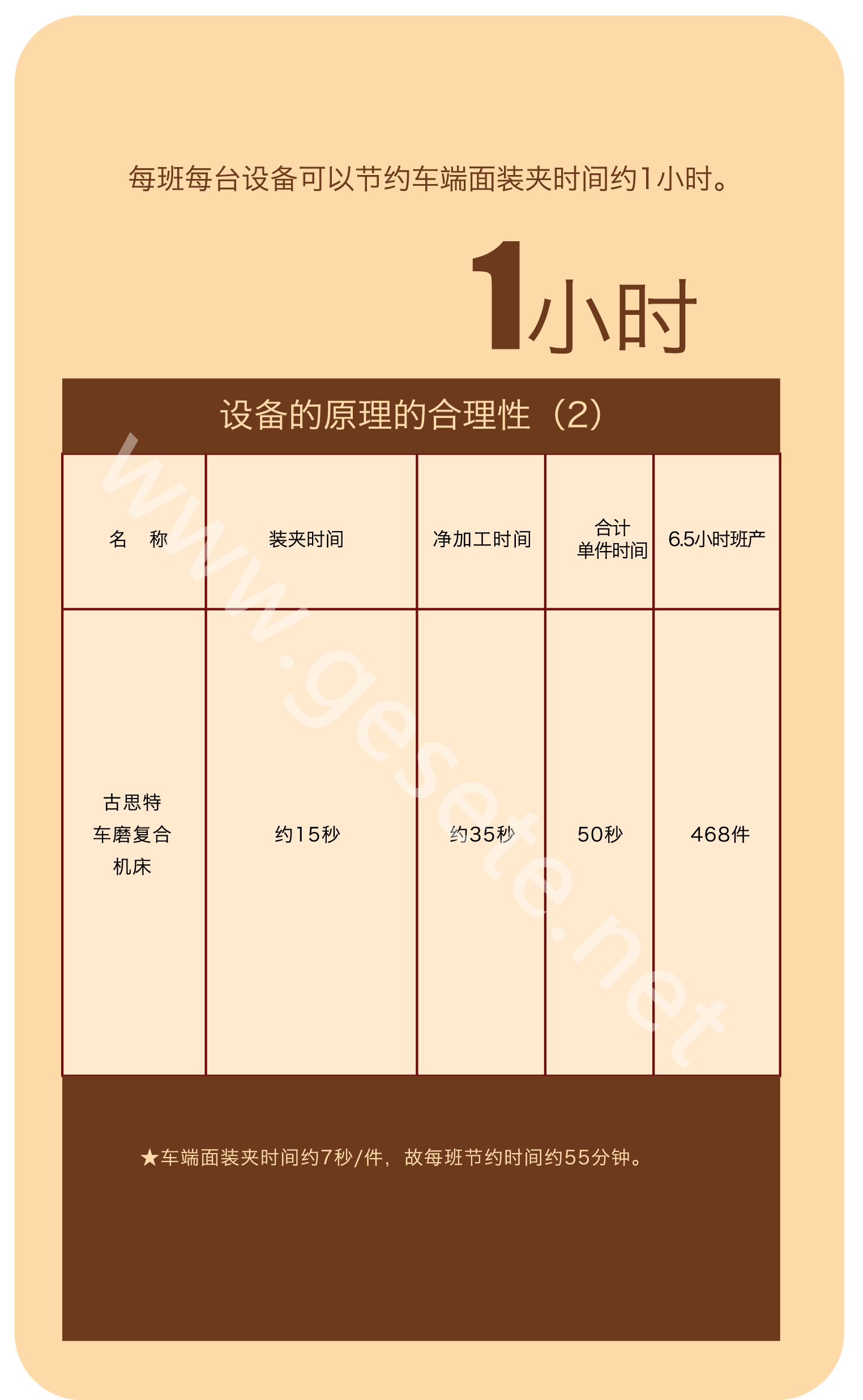
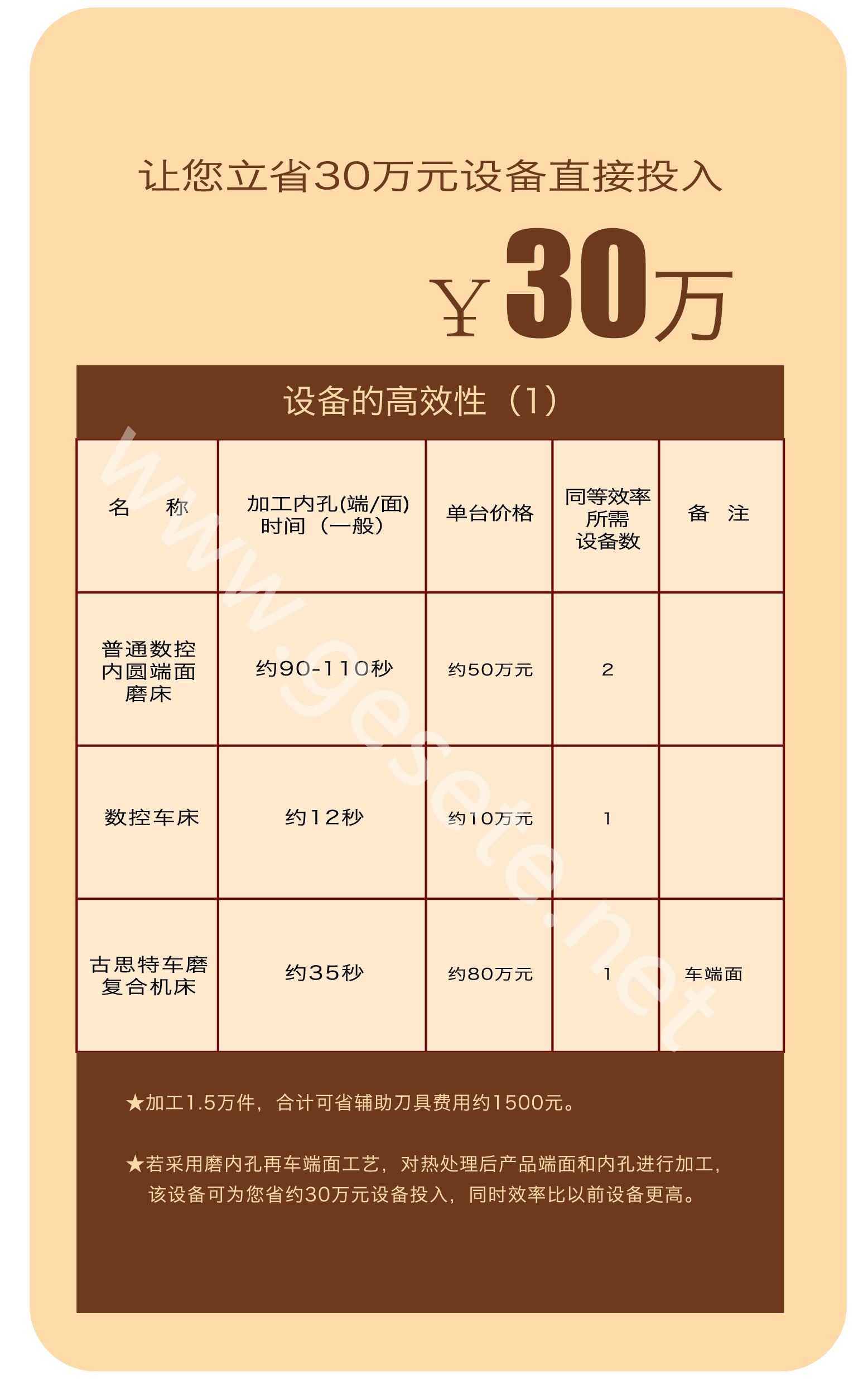
改变原有加工方式(先粗磨内孔,修砂轮,再精磨内孔,再磨端面或者在别的车床上涨内孔车端面,或者采用专用的端面磨床进行端面磨削。)简化为车端面、车内孔、精磨内孔,一次装夹完成一个端面和内孔的加工。
古思特内孔端面车磨复合机床
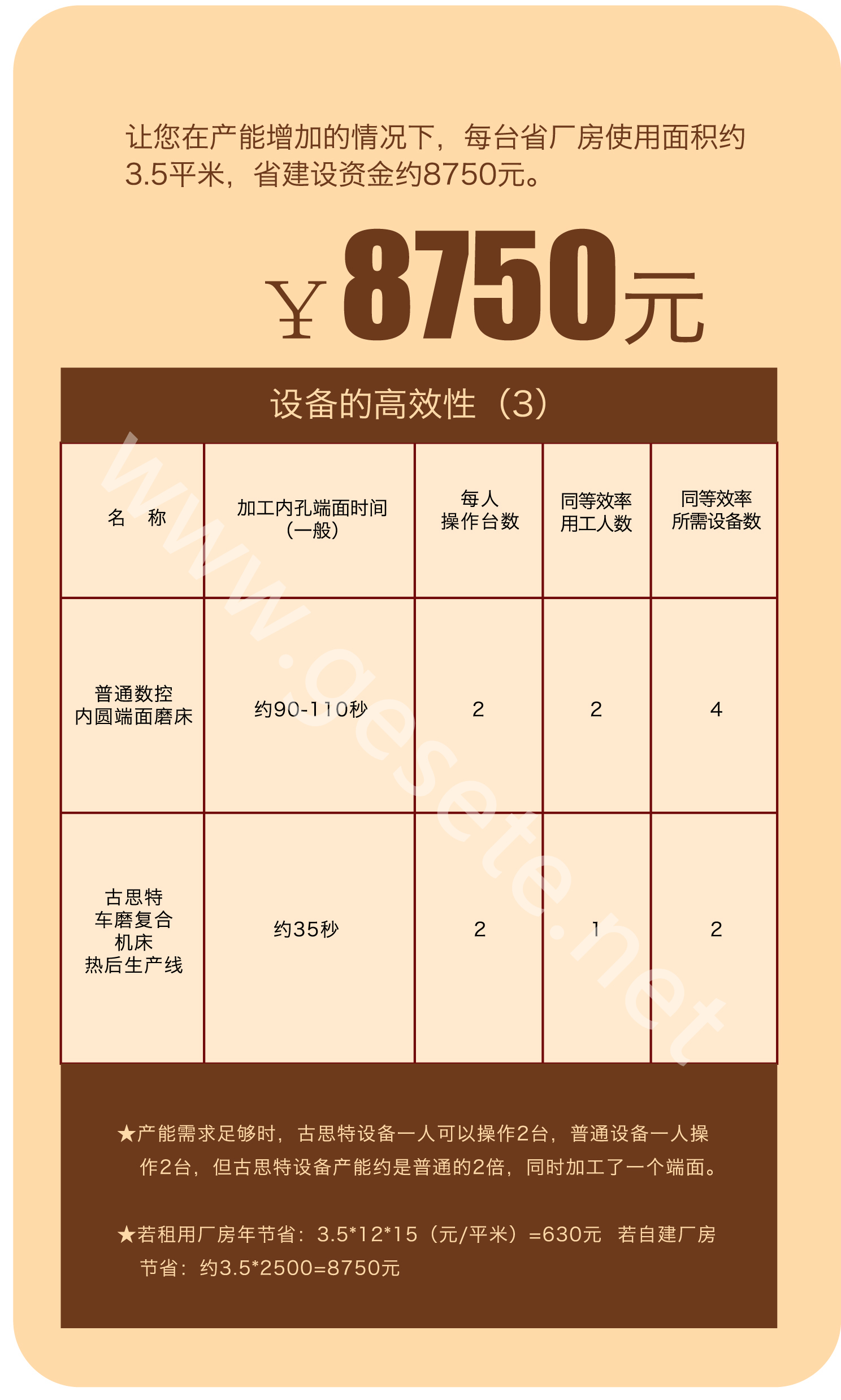
1、利用车加工的高效率,对产品端面和内孔进行车削,端面直接车到要求尺寸,内孔车削时留0.03-0.05mm余量,用砂轮进行磨削。 2、提高产品加工的效率,满足产品使用时内孔要求磨削纹路,达到油膜润滑的目的。 3、改变原有加工方式(先粗磨内孔,修砂轮,再精磨内孔,再磨端面或者在别的车床上涨内孔车端面,或者采用专用的端面磨床进行端面磨削。)简化为车端面、车内孔、精磨内孔,一次装夹完成一个端面和内孔的加工。 4、由于精磨余量很小,砂轮不需要每个产品修整,可以间隔5-20件修整一次(视产品有所变化)。既节约时间又节约人力,同时节省耗材及产地面积。古思特内孔端面车磨复合机床!
举报
本版积分规则 发表回复 回帖后跳转到最后一页
|小黑屋|手机版|Archiver|齿轮论坛 www.gearbbs.com
GMT+8, 2025-6-18 11:26 , Processed in 0.533586 second(s), 10 queries , MemCache On.
Powered by Discuz! X3.4 Licensed
© 2001-2023 Discuz! Team.

 [复制链接]
[复制链接]
 |小黑屋|手机版|Archiver|齿轮论坛 www.gearbbs.com
|小黑屋|手机版|Archiver|齿轮论坛 www.gearbbs.com


 发表于 2016-1-24 17:54
发表于 2016-1-24 17:54



 楼主
楼主