本帖子中包含更多资源。
您需要 登录 才可以下载或查看,没有账号?注册
x
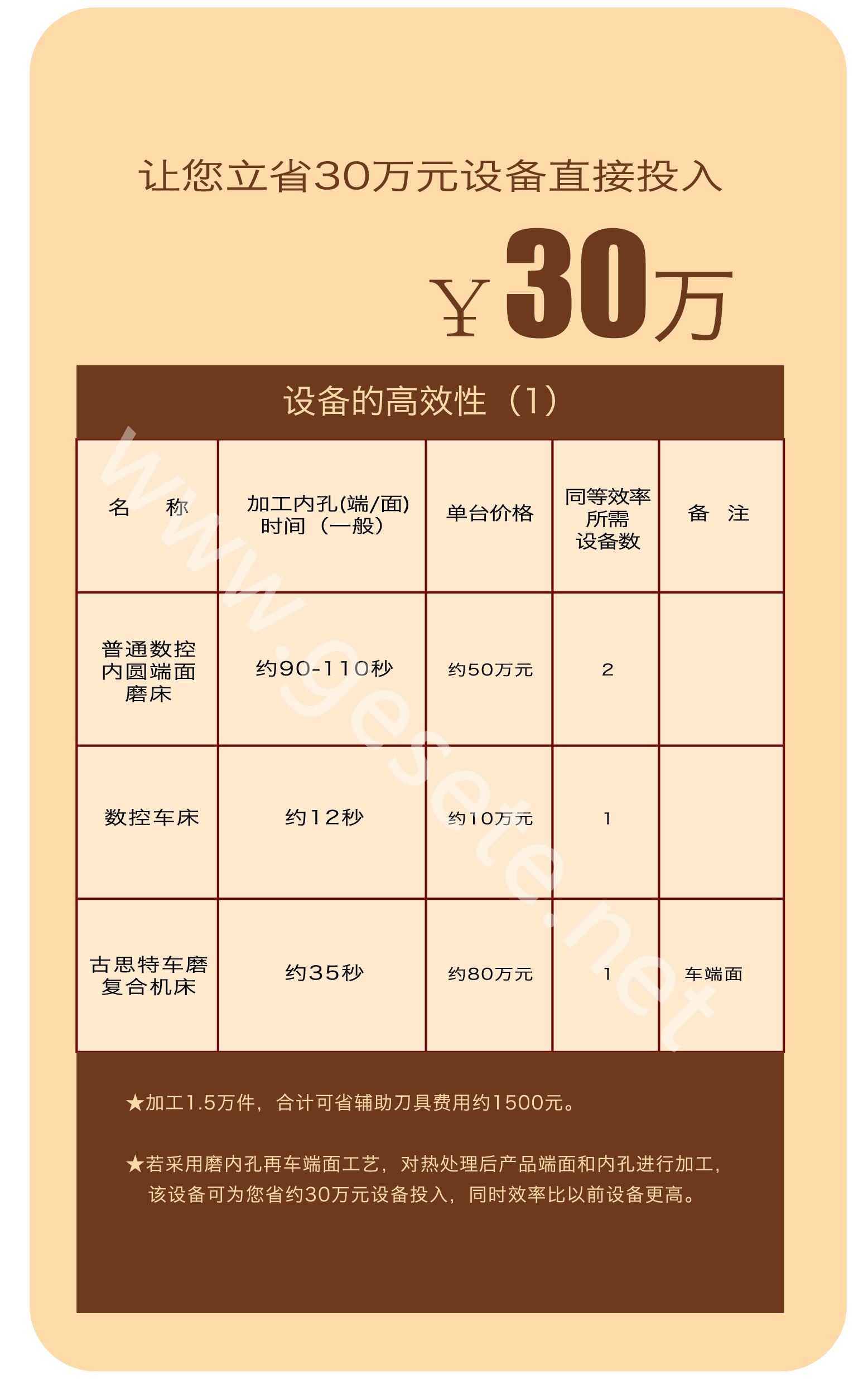
改变原有加工方式(先粗磨内孔,修砂轮,再精磨内孔,再磨端面或者在别的车床上涨内孔车端面,或者采用专用的端面磨床进行端面磨削。)简化为车端面、车内孔、精磨内孔,一次装夹完成一个端面和内孔的加工。
1、利用车加工的高效率,对产品端面和内孔进行车削,端面直接车到要求尺寸,内孔车削时留0.03-0.05mm余量,用砂轮进行磨削。 2、提高产品加工的效率,满足产品使用时内孔要求磨削纹路,达到油膜润滑的目的。 3、改变原有加工方式(先粗磨内孔,修砂轮,再精磨内孔,再磨端面或者在别的车床上涨内孔车端面,或者采用专用的端面磨床进行端面磨削。)简化为车端面、车内孔、精磨内孔,一次装夹完成一个端面和内孔的加工。 4、由于精磨余量很小,砂轮不需要每个产品修整,可以间隔5-20件修整一次(视产品有所变化)。既节约时间又节约人力,同时节省耗材及产地面积。
浙江古思特机械设备有限公司电 话:0576-87538000 87528000 传 真:0576-87296000 手 机:0135 5008 7008 0135 8628 1358 邮 箱:gesetem@gesete.com 网 址:gesete.net 邮 编:317600 地 址:浙江省台州市玉环县沙门滨港工业城
| 
 [复制链接]
[复制链接]
 |小黑屋|手机版|Archiver|齿轮论坛 www.gearbbs.com
|小黑屋|手机版|Archiver|齿轮论坛 www.gearbbs.com


 发表于 2016-1-21 14:12
发表于 2016-1-21 14:12
 楼主
楼主